COMPORTAMIENTO
ELÁSTICO y PLÁSTICO DE LOS MATERIALES LIMITE
ELÁSTICO
El límite
elástico, también denominado límite de elasticidad, es la tensión máxima que un
material elástico puede soportar sin sufrir deformaciones permanentes. Si se
aplican tensiones superiores a este límite, el material experimenta
deformaciones permanentes y no recupera su forma original al retirar las
cargas. En general, un material sometido a tensiones inferiores a su límite de
elasticidad es deformado temporalmente de acuerdo con la ley de Hooke.
 Los
materiales sometidos a tensiones superiores a su límite de elasticidad tienen
un comportamiento plástico. Si las tensiones ejercidas continúan aumentando el
material alcanza su punto de fractura. El límite elástico marca, por tanto, el
paso del campo elástico a la zona de fluencia. Más formalmente, esto comporta
que en una situación de tensión uní axial, el límite elástico es la tensión
admisible a partir de la cual se entra en la superficie de fluencia del
material.
Los
materiales sometidos a tensiones superiores a su límite de elasticidad tienen
un comportamiento plástico. Si las tensiones ejercidas continúan aumentando el
material alcanza su punto de fractura. El límite elástico marca, por tanto, el
paso del campo elástico a la zona de fluencia. Más formalmente, esto comporta
que en una situación de tensión uní axial, el límite elástico es la tensión
admisible a partir de la cual se entra en la superficie de fluencia del
material.
La figura muestra el Método del
0.2% para calcular el esfuerzo de fluencia
Si se
disponen las tensiones en función de las deformaciones en un gráfico se observa
que, en un principio y para la mayoría de los materiales aparece una zona que
sigue una distribución casi lineal, donde la pendiente es el módulo de
elasticidad (E). Esta zona se corresponde a las deformaciones elásticas del
material hasta un punto donde la función cambia de régimen y empieza a
curvarse, zona que se corresponde al inicio del régimen plástico. Ese punto es
el punto de límite elástico.
Debido a la
dificultad para localizarlo exactamente y con total fidelidad, ya que en los
gráficos experimentales la recta es difícil de determinar y existe una banda
donde podría situarse el límite elástico, en ingeniería se adopta un criterio
convencional y se considera como límite elástico la tensión a la cual el
material tiene una deformación plástica del 0.2% (o también ε = 0.002 mm/mm).
LA
PLASTICIDAD
Es la
propiedad mecánica de un material, biológico o de otro tipo, de deformarse
permanentemente e irreversiblemente cuando se encuentra sometido a tensiones
por encima de su rango elástico, es decir, por encima de su límite elástico.
En los
metales, la plasticidad se explica en términos de desplazamientos irreversibles
de dislocaciones. En los materiales elásticos, en particular en muchos metales
dúctiles, un esfuerzo de tracción pequeño lleva aparejado un comportamiento
elástico. Eso significa que pequeños incrementos en la tensión comporta
pequeños incrementos en la deformación, si la carga se vuelve cero de nuevo el
cuerpo recupera exactamente su forma original, es decir, se tiene una
deformación completamente reversible. Sin embargo, se ha comprobado
experimentalmente que existe un límite, llamado límite elástico, tal que si
cierta función homogénea de las tensiones supera dicho límite entonces al
desaparecer la carga quedan deformaciones remanentes y el cuerpo no vuelve
exactamente a su forma. Es decir, aparecen deformaciones no-reversibles.
Representación de las zonas elásticas y plásticas
Este tipo de
comportamiento elasto-plástico descrito más arriba es el que se encuentra en la
mayoría de metales conocidos, y también en muchos otros materiales. El
comportamiento perfectamente plástico es algo menos frecuente, e implica la
aparición de deformaciones irreversibles por pequeña que sea la tensión, la
arcilla de modelar y la plastilina se aproximan mucho a un comportamiento
perfectamente plástico. Otros materiales además presentan plasticidad con
endurecimiento y necesitan esfuerzos progresivamente más grandes para aumentar
su deformación plástica total.
La
irreversibilidad de los materiales está relacionada con cambios permanentes en
la estructura y grano del material. A diferencia del
comportamiento
elástico que es termodinámicamente reversible, un cuerpo que se deforma
plásticamente experimenta cambios de entropía, como desplazamientos de las
dislocaciones. En el comportamiento plástico parte de la energía mecánica se
disipa internamente, en lugar de transformarse en energía potencial elástica.
Microscópicamente,
en la escala de la red cristalina de los metales, la plasticidad es una
consecuencia de la existencia de ciertas imperfecciones en la red llamadas
dislocaciones. En 1934, Egon Orowan, Michael Polanyi y Geoffrey Ingram Taylor,
más o menos simultáneamente llegaron a la conclusión de que la deformación
plástica de materiales dúctiles podía ser explicada en términos de la teoría de
dislocaciones. Para describir la plasticidad usualmente se usa un conjunto de
ecuaciones diferenciales no lineales y no integrables que describen los cambios
en las componentes del tensor deformación y el tensor tensión con respecto al
estado de deformación-tensión previo y el incremento de deformación en cada
instante.
EXPLICACIÓN
DE LAS ZONAS ELÁSTICAS Y PLÁSTICAS
A TRAVÉS DEL ENSAYO DE TENSIÓN
El ensayo de
tracción de un material consiste en someter a una probeta normalizada realizada
con dicho material a un esfuerzo axial de tracción creciente hasta que se
produce la rotura de la probeta. Este ensayo mide la resistencia de un material
a una fuerza estática o aplicada lentamente. Las velocidades de deformación en
una ensayo de tensión suelen ser muy pequeñas alrededor de 25mm/min.
En un ensayo
de tracción pueden determinarse diversas características de los materiales
elásticos:
1.- Módulo de
elasticidad o Módulo de Young, que cuantifica la proporcionalidad anterior.
2.- Coeficiente
de Poisson, que cuantifica la razón entre el alargamiento longitudinal y la
acortamiento de las longitudes transversales a la dirección de la fuerza.
3.- Límite de
proporcionalidad valor de la tensión por debajo de la cual el alargamiento es
proporcional a la carga aplicada.
4.- Límite de
fluencia o límite elástico aparente: valor de la tensión que soporta la probeta
en el momento de producirse el fenómeno de la cedencia o fluencia. Este
fenómeno tiene lugar en la zona de transición entre las deformaciones elásticas
y plásticas y se caracteriza por un rápido incremento de la deformación sin
aumento apreciable de la carga aplicada.
5.- Límite
elástico (límite elástico convencional o práctico): valor de la tensión a la
que se produce un alargamiento prefijado de antemano (0,2%, 0,1%, etc.) en
función del extensómetro empleado.
6.- Carga de
rotura o resistencia a la tracción: carga máxima resistida por la probeta
dividida por la sección inicial de la probeta.
7.- Alargamiento
de rotura: incremento de longitud que ha sufrido la probeta. Se mide entre dos
puntos cuya posición está normalizada y se expresa en tanto por ciento.
Estricción:
es la reducción de la sección que se produce en la zona de la rotura.
Normalmente,
el límite de proporcionalidad no suele determinarse ya que carece de interés
para los cálculos. Tampoco se calcula el Módulo de Young, ya que éste es
característico del material; así, todos los aceros tienen el mismo módulo de
elasticidad aunque sus resistencias puedan ser muy diferentes.
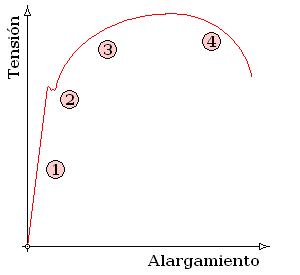
En el ensayo
se mide la deformación (alargamiento) de la probeta entre dos puntos fijos de
la misma a medida que se incrementa la carga aplicada, y se representa
gráficamente en función de la tensión (carga aplicada dividida por la sección
de la probeta). En general, la curva tensión-deformación así obtenida presenta
cuatro zonas diferenciadas:
Zona
elástica: en esta zona las deformaciones se reparten a lo largo de la probeta,
son de pequeña magnitud y, si se retirara la carga aplicada, la probeta
recupera su forma inicial. El coeficiente de proporcionalidad entre la tensión
y la deformación se denomina módulo de elasticidad o de Young y es
característico del material. Así, todos los aceros tienen el mismo módulo de
elasticidad aunque sus resistencias puedan ser muy diferentes. La tensión más
elevada que se alcanza en esta región se denomina límite de fluencia y es el
que marca la aparición de este fenómeno. Pueden existir dos zonas de
deformación elástica, la primera recta y la segunda curva, siendo el límite de
proporcionalidad el valor de la tensión que marca la transición entre ambas. Generalmente,
este último valor carece de interés práctico y se define entonces un límite
elástico (convencional o práctico) como aquél para el que se produce un
alargamiento prefijado de antemano (0,2%, 0,1%, etc.). Se obtiene trazando una
recta paralela al tramo proporcional (recto) con una deformación inicial igual
a la convencional.
Fluencia o
cedencia. Es la deformación brusca de la probeta sin incremento de la carga
aplicada. El fenómeno de fluencia se da cuando las impurezas o los elementos de
aleación bloquean las dislocaciones de la red cristalina impidiendo su
deslizamiento, mecanismo mediante el cual el material se deforma plásticamente.
Alcanzado el límite de fluencia se logra liberar las dislocaciones
produciéndose la deformación bruscamente. La deformación en este caso también
se distribuye uniformemente a lo largo de la probeta pero concentrándose en las
zonas en las que se ha logrado liberar las dislocaciones (bandas de Luders). No
todos los materiales presentan este fenómeno, en cuyo caso la transición entre
la deformación elástica y plástica del material no se aprecia de forma clara.
Deformaciones
plásticas: si se retira la carga aplicada en dicha zona, la probeta recupera
sólo parcialmente su forma quedando deformada permanentemente. Las deformaciones
en esta región son más acusadas que en la zona elástica.
Estricción.
Llegado un punto del ensayo, las deformaciones se concentran en la parte
central de la probeta apreciándose una acusada reducción de la sección de la
probeta, momento a partir del cual las deformaciones continuarán acumulándose
hasta la rotura de la probeta por ese zona.La estricción es la responsable del
descenso de la curva tensión-deformación; realmente las tensiones no disminuyen
hasta la rotura, sucede que lo que se representa es el cociente de la fuerza
aplicada (creciente) entre la sección inicial y cuando se produce la estricción
la sección disminuye, efecto que no se tiene en cuenta en la representación
gráfica. Los materiales frágiles no sufren estricción ni deformaciones
plásticas significativas, rompiéndose la probeta de forma brusca. Terminado el
ensayo se determina la carga de rotura, carga última o resistencia a la
tracción: la máxima resistida por la probeta dividida por su sección inicial,
el alargamiento en (%) y la estricción en la zona de la rotura.
Diagrama de
tensión - deformación típico de un acero de bajo límite de fluencia
Otras
características encontradas en el ensayo de tracción son la resiliencia y la
tenacidad, que son, respectivamente, la energía elástica y total absorbida y
que vienen representadas por el área comprendida bajo la curva
tensión-deformación hasta el límite elástico en el primer caso y hasta la
rotura en el segundo.















{kind=link}