Se dispone de
varias configuraciones de molinos de laminación que manejan una variedad de
aplicaciones y problemas técnicos en los procesos de laminación. El molino de
laminación básico consiste en dos rodillos opuestos y se denomina molino de
laminación de dos rodillos. Los rodillos en estos molinos tienen diámetros que
van de 0.6 a 1.4 m (2.0 a 4.5 ft).
La configuración de rodillos puede ser
reversible o no reversible. En el molino no reversible los rodillos giran
siempre en la misma dirección y el trabajo siempre pasa a través del mismo
lado. El molino reversible permite la rotación de los rodillos en ambas
direcciones, de manera que el trabajo puede pasar a través de cualquier
dirección. Esto permite una serie de reducciones que se hacen a través del
mismo juego de rodillos, pasando simplemente el trabajo varias veces desde
direcciones opuestas.
La desventaja de la configuración
reversible es la cantidad significativa de movimiento angular debido a la
rotación de grandes rodillos, y los problemas técnicos asociados a la reversibilidad
de la dirección.
En la configuración de tres rodillos, hay
tres rodillos en una columna vertical y la dirección de rotación de cada
rodillo permanece sin cambio. Para lograr una serie de reducciones se puede
pasar el material de trabajo en cualquier dirección, ya sea elevando o bajando
la tira después de cada paso. El equipo en un molino de tres rodillos se vuelve
más complicado debido al mecanismo elevador que se necesita para elevar o bajar
el material de trabajo.
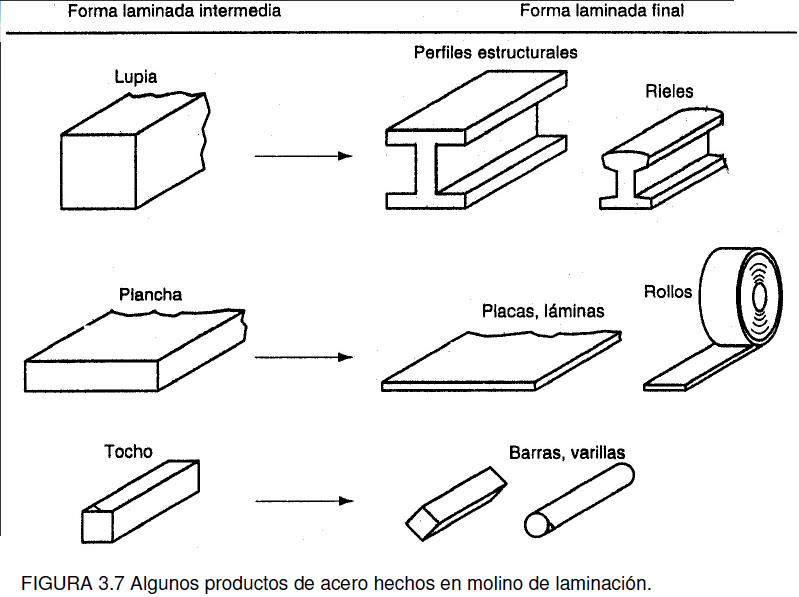
PRODUCTOS LAMINADOS
La laminación es un método
de conformado deformación utilizado para producir productos metálicos alargados
de sección transversal constante.
Este proceso metalúrgico se
puede realizar con varios tipos de máquinas. La elección de la máquina más
adecuada va en función del tipo de lámina que se desea obtener (espesor y
longitud) y de la naturaleza y características del metal.
Este es un proceso en el cual
se reduce el espesor del material pasándolo entre un par derodillos rotatorios. Los rodillos son generalmente cilíndricos y
producen productos planos tales como láminas o cintas. También pueden estar
ranurados o grabados sobre una superficie a fin de cambiar el perfil, así como
estampar patrones en relieve. Este proceso de deformación puede llevarse a
cabo, ya sea en caliente o en frío.
EQUIPO PARA EL LAMINADO
CONFORMABILIDAD: PROPIEDAD TECNOLÓGICA DE LOS METALES
La Conformabilidad es la propiedad del material que determina su
moldeabilidad. En estado líquido tiene relación con le tipo de fundición que se
emplee (molde-vaciado, preza fundida, etc.). En estado sólido está relacionada
con procesos de deformación plástica del material (trefilado, laminado, etc.).
En estado granular, esta ligada a la presión y a la temperatura que se apliquen
a los granos o polvo del material.
El estudio de la mecánica de los materiales, ha
estudiado algunos principios de la elasticidad y
plasticidad como:
1. Todas las deformaciones son recuperables:
una vez retirada la carga que ocasionó una deformación, ésta desaparece por
completo y el cuerpo regresa a su estado original.
2. Las componentes desviadora y esférica
están desacopladas: campos de tensiones de tipo esférico únicamente producen
cambios de volumen (pero no distorsiones), mientras que campos de tensiones de
tipo desviador puro (con componente esférica nula) producen únicamente
distorsiones (pero no cambios de volumen.
3. No hay rotura: las tensiones pueden
aumentar de manera indefinida sin que las propiedades del material cambien, ni
que el cuerpo llegue a un estado último de rotura.
Estas tres características no se cumplen, en
general, para materiales reales: las deformaciones son, al menos en parte,
permanentes; en muchos casos existe acoplamiento entre las componentes esférica
y desviadora (dilatancia); y las tensiones no pueden aumentar de manera
indefinida sin que el material llegue a un estado límite de agotamiento y se
produzca la rotura u otros cambios de comportamiento.
Por todo ello, parece razonable plantearse la
necesidad de:
1.determinar
de forma directa los estados últimos y de rotura
2.modelar
deformaciones no recuperables
3.modelar
cambios de comportamiento
4.modelar,
con rigor, materiales frágiles o reblandecibles
Éstas últimas consideraciones son
estudiadas a partir la plasticidad de los materiales. La teoría de
la plasticidad fue desarrollada a partir de 1930 inicialmente para metales, y
puede ser aplicada a otros tipos de materiales.
La plasticidad es la propiedad mecánica de un
material inelástico, natural, artificial, biológico o de otro tipo, de
deformarse permanentemente e irreversiblemente cuando se encuentra sometido a
tensiones por encima de su rango elástico, es decir, por encima de su límite
elástico.
En los metales, la plasticidad se explica en
términos de desplazamientos irreversibles de dislocaciones.
Por ejemplo en la siguiente figura, se tiene la
de curva tensión-deformación para un esfuerzo uniaxial de tracción, en un metal
dúctil con comportamiento elasto-plástico: el comportamiento es elástico lineal
para pequeñas deformaciones (tramo recto de color azul) y presenta plasticidad
a partir de cierto límite.
En los
materiales elásticos, en particular en muchos metales dúctiles, un esfuerzo de
tracción pequeño lleva aparejado un comportamiento elástico. Eso significa que
pequeños incrementos en la tensión de tracción comporta pequeños incrementos en
la deformación, si la carga se vuelve cero de nuevo el cuerpo recupera
exactamente su forma original, es decir, se tiene una deformación completamente
reversible. Sin embargo, se ha comprobado experimentalmente que existe un
límite, llamado límite elástico, tal que si cierta función homogénea de las
tensiones supera dicho límite entonces al desaparecer la carga quedan
deformaciones remanentes y el cuerpo no vuelve exactamente a su forma. Es
decir, aparecen deformaciones no-reversibles.
Este tipo de comportamiento elasto-plástico
descrito más arriba es el que se encuentra en la mayoría de metales conocidos,
y también en muchos otros materiales. El comportamiento perfectamente plástico
es algo menos frecuente, e implica la aparición de deformaciones irreversibles
por pequeña que sea la tensión, la arcilla de modelar y la plastilina se
aproximan mucho a un comportamiento perfectamente plástico. Otros materiales
además presentan plasticidad con endurecimiento y necesitan esfuerzos progresivamente
más grandes para aumentar su deformación plástica total. E incluso los
comportamientos anteriores pueden ir acompañados de efectos viscosos, que hacen
que las tensiones sean mayores en casos de velocidades de deformación altas,
dicho comportamiento se conoce con el nombre de visco-plasticidad.
Un comportamiento próximo al elástico lineal
hasta que la tensión aplicada alcanza un cierto valor σY (que llamamos límite
de fluencia). Una vez alcanzado este valor, se produce un cambio de
comportamiento, por el cual las deformaciones crecen mucho más rápido, mientras
que la tensión se mantiene sensiblemente constante o varía muy poco: el
material “fluye.”
Una vez alcanzado el régimen elasto-plástico (es
decir, después de que la tensión haya sobrepasado el valor σY), las
deformaciones no son recuperables en su totalidad. En efecto, observando un
ciclo de carga y descarga como el OAB indicado en la figura, observamos que la
deformación existente en el punto A es igual a la ecuación dada, y alcanzado un
cierto valor de las deformaciones, se produce rotura del material :
Generalizando los distintos tipos de
comportamiento que puede presentar la pieza sometida a estudio, se diferencian
tres tipos de plasticidad:
Plasticidad perfecta: la superficie de fluencia
depende únicamente de las tensiones, no cambia de tamaño durante el
proceso de carga.
Plasticidad rigidizable: la superficie de
fluencia se expande (se “hincha”) durante el proceso de carga.
Plasticidad reblandecible: la superficie de
fluencia se contrae durante el proceso de carga.
Muchas veces se confunden los términos
elasticidad con plasticidad, te dejo un vídeo instructivo para que
puedas diferenciar estos dos conceptos
PROCESO DE DEFORMACIÓN VOLUMÉTRICA
En general se menciona estos
procesos cuando se tiene una parte inicial más voluminosa que laminar, y las
deformaciones son significativas con referencia a su forma inicial. Los
procesos de deformación volumétrica que se describen en esta sección son: 1)
laminado, 2) forjado, 3) extrusión, 4) estirado de alambre y barras.
La sección también documenta las variantes y
operaciones afines a estos cuatro procesos básicos que se han desarrollado a
través de los años. Estos proceso se pueden clasificar en: operaciones en frio
o en caliente. Se realiza las operaciones en frio cuando la deformación no es
tan significativa y se requiere mejorar las propiedades mecánicas de las partes
con un buen acabado superficial.
El trabajo en caliente se realiza
cuando la deformación es significativa comparada con la parte original. La
importancia tecnológica y comercial de los procesos de deformación volumétrica
deriva de lo siguiente:
• Con las operaciones de trabajo en caliente
se pueden lograr cambios significativos en la forma de las partes de trabajo.
• Las operaciones de trabajo en
frío se pueden usar no solamente para dar forma al trabajo, sino también para
incrementar su resistencia.
• Estos procesos producen poco o
ningún desperdicio como subproducto de la operación. Algunas operaciones de
deformación volumétrica son procesos deforma neta o casi neta; se alcanza la
forma final con poco o ningún maquinado posterior.
Procesos de conformado plástico de metales
INTRODUCCIÓN
LA IMPORTANCIA DE LOS METALES EN TECNOLOGÍA MODERNA ESTÁ PREVISTA, EN GRAN PARTE, A LA FACILIDAD CON LA CUAL ELLOS PUEDEN SER FORMADOS EN FORMAS ÚTILES COMO TUBOS, BARRAS Y HOJAS, ENTRE OTRAS.
¿QUE SON ESTOS PROCESOS?
Los procesos de conformado plástico de metales, son todos aquellos procesos donde se busca generar formas a metales, de tal manera que su volumen y masa se conservan, y las partículas del este sean desplazadas de una posición al otra. La importancia de estos procesos radica en los múltiples artículos y formas en metal que existen y su fabricación en serie, haciendo que su alta demanda dependa de las buenas características mecánicas que posee el material, al igual que su gran maleabilidad y ductilidad.
PROCESOS DE CONFORMADO PLÁSTICO DE METALES
En la industrial metalmecánica, existen diferentes tipos de proceso de conformado, siendo cada uno adecuado para un propósito determinado. La elección del proceso de conformado determinado, depende de la forma y/o tratamiento al que se quiera llevar el material.
Los procesos de conformado se clasifican de acuerdo al dos principales variables: la temperatura de trabajo y el tipo de materia prima. Estas dos variables serán definidias a continuación antes de definir cada proceso por separado, puesto que representa un punto de mucha importancia para la definición y clasificación de cada proceso.
PROCESOS DE CONFORMADO SEGÚN LA TEMPERATURA DE TRABAJO
Se dividen en dos tipos, trabajo en caliente y en frio.
Trabajo en frío
Se refiere al trabajo a temperatura ambiente o menor. Este trabajo ocurre al aplicar un esfuerzo mayor que la resistencia de cedencia original de metal, produciendo a la vez una deformación.
Las principales ventajas del trabajo en frío son: mejor precisión, menores tolerancias, mejores acabados superficiales, posibilidades de obtener propiedades de dirección deseadas en el producto final y mayor dureza de las partes. Sin embargo, el trabajo en frío tiene algunas desventajas ya que requiere mayores fuerzas porque los metales aumentan su resistencia debido al endurecimiento por deformación, produciendo que el esfuerzo requerido para continuar la deformación se incremente y contrarreste el incremento de la resistencia (Figura No. 1); la reducción de la ductilidad y el aumento de la resistencia a la tensión limitan la cantidad de operaciones de formado que se puedan realizar a las partes.
Trabajo en caliente
Se define como la deformación plástica del material metálico a una temperatura mayor que la de recristalización. La ventaja principal del trabajo en caliente consiste en la obtención de una deformación plástica casi ilimitada, que además es adecuada para moldear partes grandes porque el metal tiene una baja resistencia de cedencia y una alta ductilidad. Los beneficios obtenidos con el trabajo en caliente son: mayores modificaciones a la forma de la pieza de trabajo, menores fuerzas y esfuerzos requeridos para deformar el material, opción de trabajar con metales que se fracturan cuando son trabajados en frío, propiedades de fuerza generalmente isotrópicas y, finalmente, no ocurren endurecimientos de partes debidas a los procesos de trabajo.